
起眼不起眼不好说…因为这东西你都看不见…
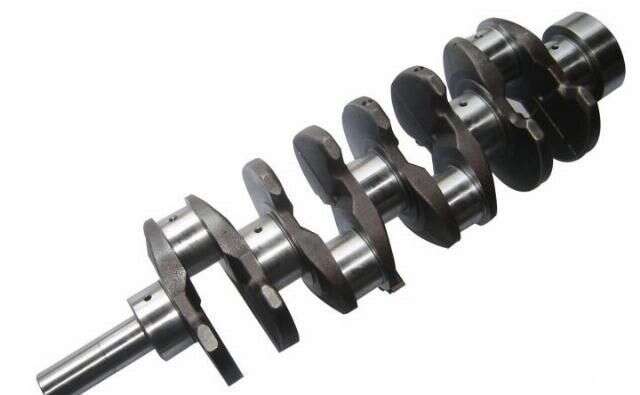
如果说发动机是汽车的心脏,发动机里面的这根曲轴,相当于汽车的大动脉。
这条动脉…也可以特别大。


不过这都是船用的曲轴…
曲轴精度要求很高,一般都是0.02mm以下,并且一般机床无法加工,要么特种机床、要么加工中心,材料一般用铸铁或者钢模锻而成。
它除了加工难以外,受力也是非常复杂的,不是一般的拉压扭断,是在交变力作用下的疲劳断裂,而疲劳断裂几乎是无法预测的。
几乎可以说,这根轴造好了,发动机其他部件的生产也不是大问题了。
在很长一段时间里,这根轴一直是中国迈不过去的坎…
补充内容,以下大概有3000+字,q粗略百科一下曲轴加工流程。
中国汽车报废里程是60万公里,假设以60km/h,2000转/min运转,这根曲轴在整个工作期间内至少需要转动12亿圈。
关于曲轴还得从制造他们最基础的方法说起。
曲轴制造主要分为铸造、锻造两种。
1.铸造

铸造就是将液体金属浇铸到与零件形状相适应的铸造空腔中,冷却凝固后获得零件或毛坯的方法,这种工艺方法已经有6000多年的历史了。
曲轴当然也可以这么造,而且世界上大部分曲轴都是铸造的,
材料以球墨铸铁为主,因为球铁加工性好,韧性刚度又能满足需要。
铸造出来是这样子的。
在这期间需要解决的问题很多。
比如气孔,尤其是球墨铸铁特别容易出现皮下气孔缺陷,这种缺陷的产生原因是空气还没排出金属液体就凝固了;冷隔/浇不足,大概就是液体在到达确定的位置前就凝固了/用完了,导致不能铸出完整的样子;以及其它铸造缺陷等等。
2.锻造

锻造就是一种利用锻压机械对金属坯料施加压力,使其产生塑性变形以获得具有一定机械性能、一定形状和尺寸锻件的加工方法。
人们所熟知的打铁就是最早的锻造方法…
把锻造的锤头换成一定的形状,就能在锻造的时候把坯料直接锻打成相应模型的样子,这就叫模锻,模锻腔的形状可以根据需要改变,比如曲轴形的:

锻造看起来比铸造简单,其实缺陷也很复杂:
加热温度不够根本锻不动,加热的时候温度太高了又会导致金属晶粒粗大,一锤子下去就断了;更不要说还有脱碳/增碳、折叠、断裂等等问题了。
不过这都是锻造/铸造工艺方面的问题,本身跟是不是曲轴关系不大,没什么特别的地方。
其实还有一种加工方法:数控加工中心一次成型!
众所周知能直接加工曲轴的多轴数控加工中心精度还能直接满足要求的,贵到令人自闭,且不说加工中心的购买成本,加工一根曲轴得削十几二十个小时,生产率非常低下,除此之外还有金属纤维的切断问题等等。
目前只有一些产量非常低的曲轴使用这种制造方法,必须某某特研的超跑、赛车等等,因为需求不高另开一条生产线更费钱。
好了你经过锻造/铸造现在已经有一根曲轴....坯料了。
是的距离能用还差得远。
你现在需要解决的问题,除了锻造/铸造工艺本身要克服的问题以外还需要解决:
1.曲轴定心工艺
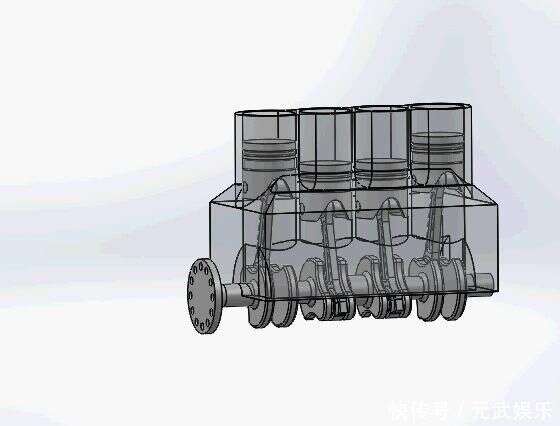
曲轴在发动机内部做高速回转运动,曲轴自身不平衡问题会引起振动,并且震动量与转速的平方成正比。
手机和一些奇怪的东西的震动就是依靠这个原理,不过手机现在改用线性马达就不是这样的了。
发动机正好相反,发生震动最直接影响的就是加快部件的疲劳失效,导致寿命缩短;除此以外还会产生噪音、运行不平稳等问题。其实不止是曲轴,高速回转的部件都是需要解决动平衡问题的。
在加工轴颈前,要先加工曲轴的端面和打中心孔。因为中心孔是后续各项加工工序得以顺利进行的基本步骤,尤其是它的精度,会对各加工表面余量分布和动平衡工序产生非常大的影响。通过曲轴轴颈的两个中心点的轴线叫做几何轴线。而实际上质量轴心并不会与几何轴线重合。
制造曲轴的过程中,不仅要求曲轴是静平衡的,而且同时也必须是动平衡的。所谓静平衡就是当质量系统旋转时,它的离心力合力等于零。动平衡是当系统旋转时,它的旋转惯性力合力及合力矩都是零。内燃机的旋转质量系统必须要保证处在动平衡之中,否则将会引起很大的振动,并使轴承和支承不能够承受所载的压力。
定心工艺是进行之后的加工必须解决的问题。
2.轴颈的机械加工
既然是回转体,加工起来最先想到的应该是车床吧。
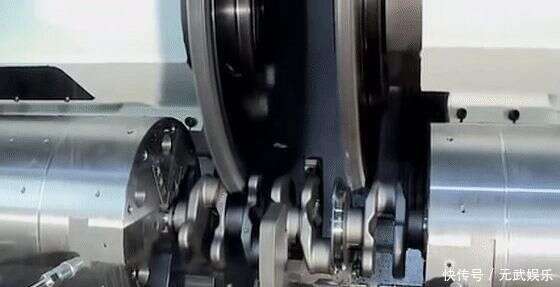
但是我想谁都能很快发现问题:连杆的轴颈不在回转线上...
这可咋整啊。
目前解决办法是,刀具和曲轴一起转!
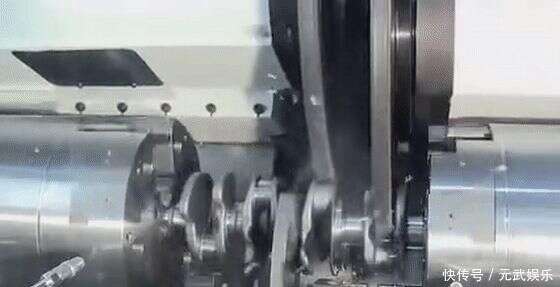
我想不用我说这个动作如果机床不好的话会产生多大的误差了吧....但是比直接锻铸出来的曲轴精度倒是更近了一步。
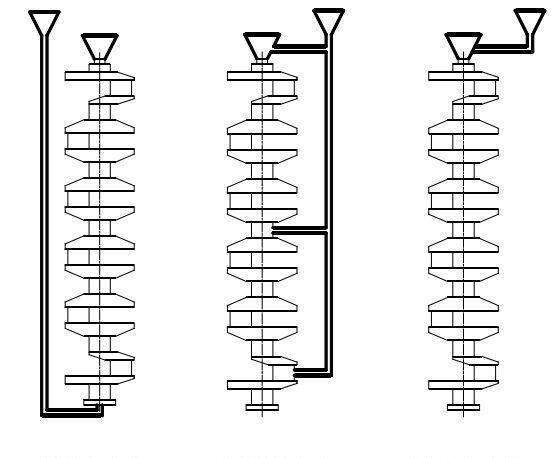
3.曲轴斜油孔的滚压加工
不知道有没有人注意到,曲轴上都是有孔的。

曲轴斜油孔是曲轴机加工的重要工序之一,作为润滑油的通道,起润滑作用,曲轴箱里面的机油进入油道,进入连杆颈主轴颈,润滑轴瓦与曲轴接触部分。
而且它不单单是个孔就完了,它是斜着的所以叫“斜”油孔。
这是因为顶端是受力最大点,开个孔会直接削弱轴的强度。
这个孔的要求一般是精度、直线度、粗糙度值孔。
到这里现在已经有一根成型的轴了,但是还是不能使用,还需要加buff,进行强化,曲轴的强化技术简直将残余应力运用到了极至。
Buff1.喷丸
说出来你可能不行,这种加工工艺能吧曲轴寿命延长800%以上。
喷丸强化的机理是利用严格控制直径并具有一定强度的丸粒,在高速气流作用下,形成弹丸流并连续向曲轴金属表面喷射,就像用无数个小锤进行锤击,使曲轴表面产生极为强烈的塑性变形,形成冷作硬化层。
简而言之,由于曲轴在加工中受各种机械切削力的作用,其表面特别是曲轴截面变化转接圆角处的应力分布极不均匀,工作中又受交变应力作用,很容易产生应力腐蚀而使曲轴的疲劳寿命降低。而喷丸强化工艺是通过引入一个预压应力来抵消零件在以后。
工作周期会受到的拉应力,从而提高工件抗疲劳性能和安全使用寿命。
Buff2.圆角滚压
曲轴的圆角滚压是利用滚轮的压力作用,在曲轴的主轴颈和连杆颈过渡圆角处形成一条滚压塑性变形带。这条塑性变形带的特点包括:
1.产生的残余压应力可与曲轴在工作时的拉应力抵消或部分抵消,从而提高疲劳强度。
2.硬度提高。滚压使圆角处形成高硬度的致密层,从而使曲轴的机械强度和疲劳强度提高。3.表面粗糙度降低。圆角滚压可使圆角表面粗糙度达到Ra0.1以下,从而大大减小圆角处的应力集中,提高疲劳强度。
Buff3.淬火
淬火是金属强化工艺的基础buff,以前人们打铁之后,会把烧红的铁器投入冷水中,呲的一声淬火就完成了,学术上淬火就是把钢铁加热到临界温度以上,保温一定时间,然后以大于临界冷却速度进行冷却,从而获得以马氏体为主的不平衡组织的一种热处理工艺方法。
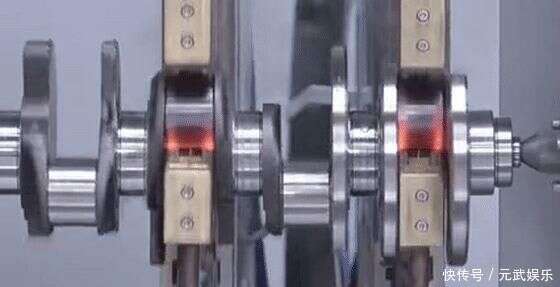
曲轴的淬火一般采用的是感应淬火。表面感应淬火能使曲轴表面产生残余压应力,可显著提高工件弯曲疲劳强度及扭转疲劳强度。提高曲轴疲劳强度的关键是提高曲轴圆角的残余压应力。曲轴圆角的感应淬火是使圆角获得>600MPa巨大残余压应力的首选方法。日本某一公司曾对内燃机曲轴进行了系列的弯曲疲劳实验,实验证明圆角感应淬火曲轴有最高的疲劳强度,圆角滚压曲轴疲劳强度为次,氮化曲轴第三。美国公司也有相近的数据。
Buff4.渗氮
渗氮就是在一定温度下一定介质中使氮原子渗入工件表层的化学热处理工艺。
渗入钢中的氮一方面由表及里与铁形成不同含氮量的氮化铁,一方面与钢中的合金元素结合形成各种合金氮化物,特别是氮化铝、氮化铬。这些氮化物具有很高的硬度、热稳定性和很高的弥散度,因而可使渗氮后的钢件得到高的表面硬度、耐磨性、疲劳强度、抗咬合性、抗回火软化能力,并降低缺口敏感性。
以上就是一根曲轴成型的基本工艺过程。
一般车用曲轴的主要要求如下。
1.直径公差小于20微米。
2.同轴度0.05mm。
3.渗氮深度不小于0.4mm。
这还只是在设计好了之后投入制造需要的要求。
然而在制造之前,如何设计这跟曲轴才是真正的难度所在,正如开头所说,一辆普通的家用车曲轴需要在设计寿命内承受12亿次交变应力,实际上车辆也并不是发动机转动就一定会走的,并且发动机载荷也不是绝对均匀,导致实际工作时发动机曲轴的交变应力次数可能要取到几十亿,而在设计时安全系数必须取到1.5以上,也就是设计之初发动机就要把设计寿命设计的非常大。
问题也随之而来了,疲劳几乎是不可预测的,在断裂前没有有效的观测现象,而一旦出现疲劳失效,曲轴几乎会立刻断裂。
而且目前为止,疲劳强度的计算没有有效的方法,只有些经验公式,各大厂商对于曲轴的疲劳寿命的计算方法都保有自己的一套算法,通过算法设计出产品之后,一定会送上疲劳试验机进行疲劳试验,选择出最经济最高效的那个结果投入使用,而这个过程可能会让一个设计部门用去数月或者数年的时间,不出意外大多数厂商采取的做法都是在前作的基础上改进而很少从零自研开发。

欢迎关注公众号

发表您的观点